
The pump core is a key, core precision component in all types of pump heads, directly determining the quality and user experience of each finished pump. The pump core is also a key concern for all relevant purchasers. The following is an in-depth technical analysis and procurement management guide for cosmetic lotion pump cores, covering the definition, technical essence, working principle, and key control points of the supply chain. We have made a brief analysis, and the content is for reference only for purchasers within the premium chain:
One
The definition and technical essence of pump element
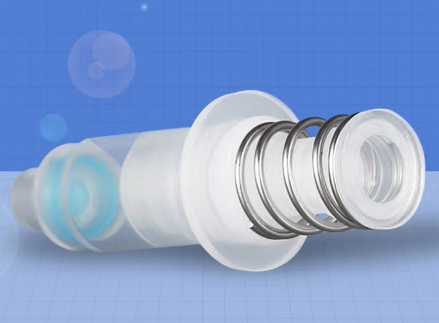
Definition: The pump core is the core drive system of the lotion pump. It is a precision component that generates negative/positive pressure through mechanical structure, achieving quantitative liquid output and sealed preservation. Its performance directly determines the product user experience (such as liquid output accuracy, pressing smoothness, and sealing).
Micro-engineered mechanical systems: integrating spring mechanics, fluid dynamics, and tribological design within a space with a diameter of 8-25mm.
Materials Interface Science: Resolving compatibility conflicts between glass, metal, plastic, and liquid (such as alcohol resistance and anti-crystallization).
Life reliability engineering: Requires withstanding ≥5000 compression tests (International Standard ISO 22718)

Key parameters:
Dispensing volume accuracy: ±0.02g (e.g., 0.18g/pump)
Starting force: 30-60N (operable range for infants)
Residual content: ≤5% (EU EC 1223/2009 requirement)
TWO
Working principle of pump core (four-stage cycle)
1. Pressing stroke
The presser head pushes the piston rod downwards, compressing the main spring.
The piston seal seals the liquid reservoir to the atmosphere.
2. Vacuum formation
The piston moves downward, causing the pump chamber volume to increase, and the internal gas pressure to be less than the gas pressure inside the bottle.
Liquid from inside the bottle enters the pump chamber through the top-opening bottom valve ball.
3. Rebound drainage
After releasing, the main spring rebounds and pushes the piston upward
The bottom valve ball closes, reducing the pump chamber volume and creating positive pressure.
Liquid is ejected from the nozzle after the piston valve is opened.
4. Reset the seal
When the piston returns to its original position, the auxiliary spring pushes the sealing ring to close
The pump chamber is isolated from the outside world to prevent oxidation/volatilization
Precision control points:
Valve ball diameter tolerance ≤ 0.03mm (for controlling opening and closing sensitivity)
Spring K value deviation ±5% (to ensure consistent liquid output)
THREE
Key Technologies for Pump Core Manufacturing
Material selection (failure risk avoidance)
| Components | Mainstream materials | Key performance requirements |
| spring | SUS304/SUS316 stainless steel | No rust after 96h salt spray test (5% NaCl) |
| Piston seal | PTFE/Modified PE | Swelling rate in alcohol solvents <1.5% |
| Valve ball | Glass/Ceramic/316L Steel | Roundness error ≤ 0.01mm |
| pump body | PP/HDPE food grade | Resistance to essential oil migration (ethyl decanoate test) |
Difficulties in process control
Spring winding: CNC machine tool controls wire diameter ±0.02mm, eliminating stress tempering deformation.
Sealing surface processing: Piston rod mirror polishing (Ra≤0.2μm) reduces the coefficient of friction.
Ultrasonic welding: Energy precise to ±5J, preventing thermal deformation of plastic parts.
Clean assembly: Class 1000 cleanroom to prevent particulate contamination
FOUR
Procurement Core Control Elements

Mandatory terms of the technical agreement
1. Compatibility Verification:
72h immersion test (mass change rate ≤0.5%)
Three cycles of low temperature (-20℃) / high temperature (50℃) shock.
2. Functional reliability:
5000 consecutive presses (dispensing volume fluctuation ≤ ±10%)
Hang upside down for 24 hours without leakage
3. Chemical safety:
Heavy metal migration (Pb≤0.5ppm, Cd≤0.1ppm)
NP/NPE not detected (EU REACH Annex XVII)
Cost optimization strategy
Modular procurement: Standardized basic pump core (accounting for 60% of the cost), only the nozzle/decorative cap is customized.
Mold sharing: Collaborate with 3-5 brands to customize molds from manufacturers, reducing the cost per mold.
Supplier Audit Checklist
Injection molding workshop: Is it equipped with a mold temperature controller (to control crystallinity)?
Spring workshop: Does it have an optical sorting machine (to remove deformed products)?
Laboratory: Does it have HPLC testing equipment (for plasticizer screening)?
Traceability system: Each pump core is laser-marked (production batch traceability).
Industry failure cases and lessons learned
Crystallization and clogging of a serum pump cartridge: Due to the failure to test the compatibility of the product (containing 1,3-propanediol) with the PE sealing ring, 100,000 bottles of product were recalled. The response strategy: Mandatory requirement for the supplier to provide a CMA compatibility report.
Sunscreen spray pump core burst: Propellant (dimethyl ether) corroded the spring, causing brittle fracture. Replacing with 316L stainless steel increased costs by 30%, but customer complaint rate decreased by 98%.
Pump core output drift: The spring was not stress-relief annealed, and the K-value decreased by 15% after 3 months of use. This was resolved by using a pre-compression treatment process.
FIVE
Technology Development
1. Green pump core:
Removable design (replacement core reduces plastic usage by 80%)
Springless pump (pneumatically driven, solving the problem of metal recycling)
2. Intelligent pump core:
Piezoelectric sensor counting (reminds you to replenish quantity)
Antimicrobial coating (octenidine hydrochloride treatment)
By mastering the essence of pump core technology and establishing a three-in-one management system of material database, functional testing, and supplier capability matrix, more than 90% of quality risks can be avoided, while reducing overall procurement costs by 15%-25%.
Post time: Oct-29-2025