
פרויען ניצן שפּריץ פֿאַר פּאַרפום און לופֿט־פֿרישערס. שפּריץ ווערן ברייט געניצט אין דער קאָסמעטיק־אינדוסטריע. דער אונטערשייד אין שפּריץ־עפֿעקט באַשטימט גלייך די באַניצער־ערפֿאַרונג.שפּריץ פּאָמפּע, אלס דער הויפט געצייג, שפילט א וויכטיגע ראלע.

שפּריץ פּאָמפּע, אויך באקאנט אלס אטאמייזער, איז דער הויפט שטיצנדיקער פראדוקט פון קאסמעטישע קאנטעינערס און איינער פון די אינהאלט פארשפרייטער. עס ניצט דעם פרינציפ פון אטמאספערישער באלאנס צו שפריצן די פליסיקייט אין דער פלאש דורך דריקן. די הויך-גיך-פליסנדיקע פליסיקייט וועט אויך טרייבן דעם גאז-פלוס לעבן דעם נאָזל, מאכנדיג די גיכקייט פון דעם גאז לעבן דעם נאָזל פארגרעסערן און דער דרוק פארקלענערן, שאפנדיג א לאקאלן נעגאטיווער דרוק-געגנט. אזוי, ווערט די ארומיגע לופט אריינגעמישט אין דער פליסיקייט צו שאפן א גאז-פליסיק געמיש, וואס מאכט די פליסיקייט פראדוצירן אן אטאמיזאציע-עפעקט.
פּראָדוקציע פּראָצעס
1. מאָלדינג פּראָצעס

דער בייאָנעט (האַלב-ביאָנעט אַלומינום, פול-ביאָנעט אַלומינום) און שרויף אויף דער שפּריץ פּאָמפּע זענען אַלע פּלאַסטיק, אָבער עטלעכע זענען באדעקט מיט אַן אַלומינום דעקל און אַן אַנאָדיזירט אַלומינום. רובֿ פון די אינעווייניקסטע טיילן פון דער שפּריץ פּאָמפּע זענען געמאַכט פון פּלאַסטיק מאַטעריאַלן ווי PE, PP, LDPE, אאז"וו, און זענען געגאָסן דורך ינדזשעקשאַן מאָלדינג. צווישן זיי, גלאז קרעלן, ספּרינגס און אַנדערע אַקסעסאָריעס ווערן בכלל געקויפט פון אַרויס.
2. ייבערפלאַך באַהאַנדלונג

די הויפּט קאָמפּאָנענטן פון די שפּריץ פּאָמפּע קענען ווערן גענוצט פֿאַר וואַקוום פּלייטינג, עלעקטראָפּלייטינג אַלומינום, ספּרייינג, ינדזשעקשאַן מאָלדינג און אנדערע מעטאָדן.
3. גראַפיקס פּראַסעסינג
די שפּריץ פּאָמפּע'ס נאָזל ייבערפלאַך און די ייבערפלאַך פון די קלאַמערן קענען זיין געדרוקט מיט גראַפיקס, און קענען זיין אַפּערייטאַד מיט הייס סטאַמפּינג, זייד פאַרשטעלן דרוק און אנדערע פּראָצעסן, אָבער כּדי צו האַלטן עס פּשוט, איז עס בכלל נישט געדרוקט אויף די נאָזל.
פּראָדוקט סטרוקטור
1. הויפּט אַקסעסאָריעס
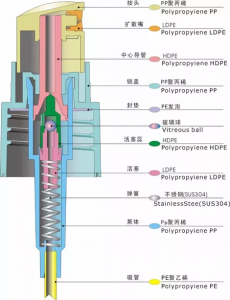
קאַנווענשאַנעלע שפּריץ פּאָמפּעס זענען דער הויפּט צוזאַמענגעשטעלט פון נאַזאַלז/קעפּ, דיפיוזער נאַזאַלז, צענטראַלע קאַנאַלן, שלאָס קאַפּס, גאַסקאַץ, פּיסטאָן קערנס, פּיסטאָנס, ספּרינגס, פּאָמפּע קערפּערס, שטרויען און אַנדערע אַקסעסאָריעס. דער פּיסטאָן איז אַן אָפענער פּיסטאָן, וואָס איז פארבונדן צום פּיסטאָן זיץ צו דערגרייכן דעם ווירקונג אַז ווען די קאַמפּרעסיע שטאַנג באַוועגט זיך אַרויף, איז דער פּאָמפּע קערפּער אָפן צו דער אַרויס, און ווען עס באַוועגט זיך אַרויף, איז די סטודיאָ פֿאַרמאַכט. לויט די סטרוקטורעלע פּלאַן רעקווירעמענץ פון פאַרשידענע פּאָמפּעס, וועלן די באַטייַטיק אַקסעסאָריעס זיין אַנדערש, אָבער דער פּרינציפּ און די לעצט ציל זענען די זעלבע, דאָס הייסט, צו עפֿעקטיוו אַרויסנעמען דעם אינהאַלט.
2. פּראָדוקט סטרוקטור רעפֿערענץ

3. וואַסער אויסלאָז פּרינציפּ
אויספּוסט פּראָצעס:
גיי אויס פון דעם אז עס איז נישטא קיין פליסיקייט אין דעם באזישן ארבעטס-צימער אין דעם אנפאנגס-צושטאנד. דריק דעם דריק-קאפ, די קאמפרעסיע-שטאנג טרייבט דעם פיסטאן, דער פיסטאן דריקט אראפ דעם פיסטאן זיץ, די פעדער ווערט צוזאמענגעדריקט, דער פארנעם אין ארבעטס-צימער ווערט צוזאמענגעדריקט, דער לופט-דרוק וואקסט, און דער וואסער-שטאפ-ווענטיל פארזיגלט דעם אויבערשטן פארט פון דער וואסער-פאמפע-רער. ווייל דער פיסטאן און דער פיסטאן זיץ זענען נישט אינגאנצן פארמאכט, דריקט דאס גאז דעם שפאלט צווישן דעם פיסטאן און דעם פיסטאן זיץ, טיילט זיי אפ, און דער גאז אנטלויפט.
וואַסער אַבזאָרפּשאַן פּראָצעס:
נאכן אויסשעפּן, לאזט ארויס דעם דריק-קאפ, די צוזאמענגעדריקטע פעדער ווערט ארויסגעלאזט, שטופט דעם פיסטאן זיץ ארויף, דער שפאלט צווישן דעם פיסטאן זיץ און דעם פיסטאן ווערט פארמאכט, און דער פיסטאן און די קאמפרעסיע שטאנג ווערן צוזאמען ארויפגעשטופט. דער פארנעם אין ארבעטס-צימער וואקסט, דער לופט דרוק פארקלענערט זיך, און עס איז נאנט צו א וואקיום, אזוי אז דער וואסער אפשטעל-ווענטיל עפנט דעם לופט דרוק העכער דער פליסיקייט-אייבערפלאך אין קאנטעינער צו דריקן די פליסיקייט אין דעם פאמפע-קערפער, פארענדיגנדיג דעם וואסער-אויפשטעל-פראצעס.
וואַסער אויסלאָז פּראָצעס:
דער פּרינציפּ איז דער זעלביקער ווי ביים אויספּוסט פּראָצעס. דער אונטערשייד איז אַז אין דעם מאָמענט איז דער פּאָמפּע קערפּער פול מיט פליסיקייט. ווען מען דריקט דעם דריק-קאָפּ, פֿון איין זייט, פֿאַרזיגלט דער וואַסער-שטאָפּ-ווענטיל דעם אויבערשטן עק פֿון דער וואַסער-רער, כּדי צו פֿאַרהיטן אַז די פליסיקייט זאָל זיך אומקערן צום קאַנטיינער פֿון דער וואַסער-רער; פֿון דער אַנדערער זייט, צוליב דעם אויסשטויסן פֿון דער פליסיקייט (נישט-קאָמפּרעסיבלע פליסיקייט), וועט די פליסיקייט צעברעכן דעם שפּאַלט צווישן דעם פּיסטאָן און דעם פּיסטאָן-זיץ און אַרײַנפֿליסן אין דער קאָמפּרעסיע-רער און אַרויסקומען פֿון דער נאָזל.
4. אַטאָמיזאַציע פּרינציפּ
זינט די נאָזל מויל איז זייער קליין, אויב די דריקונג איז גלאַט (דאָס הייסט, עס איז דאָ אַ געוויסע לויף ראַטע אין דער קאָמפּרעסיע רער), ווען די פליסיקייט פליסט אַרויס פון דעם קליינעם לאָך, איז די פליסיקייט לויף ראַטע זייער גרויס, דאָס הייסט, די לופט אין דעם מאָמענט האט אַ גרויסע לויף ראַטע אין באַצוג צו דער פליסיקייט, וואָס איז גלייך צו דער פּראָבלעם פון הויך-גיך לויף וואָס שלאָגט וואַסער טראָפּנס. דעריבער, די ווייטערדיקע אַטאָמיזאַציע פּרינציפּ אַנאַליז איז פּונקט די זעלבע ווי די פּילקע דרוק נאָזל. די לופט שלאָגט גרויסע וואַסער טראָפּנס אין קליינע וואַסער טראָפּנס, און די וואַסער טראָפּנס ווערן ראַפינירט שריט ביי שריט. אין דער זעלבער צייט, די הויך-גיך פליסנדיקע פליסיקייט וועט אויך טרייבן דעם גאַז לויף לעבן די נאָזל מויל, אַזוי אַז די גיכקייט פון דעם גאַז לעבן די נאָזל מויל ווערט גרעסער און דער דרוק ווערט קלענער, פאָרמינג אַ לאָקאַל נעגאַטיוו דרוק געגנט. ווי אַ רעזולטאַט, די אַרומיקע לופט איז געמישט אין דער פליסיקייט צו פאָרמען אַ גאַז-פליסיק געמיש, אַזוי אַז די פליסיקייט פּראָדוצירט אַן אַטאָמיזאַציע ווירקונג.
קאָסמעטיש אַפּליקאַציע
שפּריץ פּאָמפּע פּראָדוקטן ווערן וויידלי געניצט אין קאָסמעטישע פּראָדוקטן, אַזאַ ווי פּאַרפום, געל וואַסער, לופט פרישער און אַנדערע וואַסער-באַזירטע און עסאַנס פּראָדוקטן.
קויפן וואָרענונגען
1. דיספּענסערס זענען צעטיילט אין צוויי טיפּן: טיי-מויל טיפּ און שרויף-מויל טיפּ
2. די גרייס פון די פּאָמפּע קאָפּ ווערט באַשטימט לויט די קאַליבער פון די פּאַסיקע פלאַש גוף. די שפּריץ ספּעציפיקאַציע איז 12.5 מם-24 מם, און די וואַסער אַרויסגאַנג איז 0.1 מל/צייַט-0.2 מל/צייַט. עס איז בכלל געניצט פֿאַר פּאַרפום, געל וואַסער און אנדערע פּראָדוקט פּאַקאַדזשינג. די לענג פון די רער מיט די זעלבע קאַליבער קען זיין באַשטימט לויט די הייך פון די פלאַש גוף.
3. די מעטאָדע פון נאָזל מעסטערונג, די דאָזע פון דער פליסיקייט וואָס ווערט געשפּריצט דורך דער נאָזל אין איין מאָל, האט צוויי מעטאָדן: שאָלעכץ מעסטערונג מעטאָדע און אַבסאָלוטער ווערט מעסטערונג מעטאָדע. דער טעות איז אין 0.02 ג. די גרייס פון דעם פּאָמפּע גוף ווערט אויך גענוצט צו אונטערשיידן די מעסטערונג.
4. עס זענען דא אסאך שפּריץ פּאָמפּע פורעם און די קאָסטן איז הויך
פּראָדוקט אַרויסווייַזונג


פּאָסט צייט: 14טן מערץ 2025