
ਔਰਤਾਂ ਪਰਫਿਊਮ ਅਤੇ ਏਅਰ ਫਰੈਸ਼ਨਰ ਲਈ ਸਪਰੇਅ ਦੀ ਵਰਤੋਂ ਕਰਦੀਆਂ ਹਨ। ਕਾਸਮੈਟਿਕਸ ਉਦਯੋਗ ਵਿੱਚ ਸਪਰੇਅ ਦੀ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਸਪਰੇਅ ਪ੍ਰਭਾਵ ਵਿੱਚ ਅੰਤਰ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਉਪਭੋਗਤਾ ਅਨੁਭਵ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦਾ ਹੈ।ਸਪਰੇਅ ਪੰਪ, ਮੁੱਖ ਔਜ਼ਾਰ ਵਜੋਂ, ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਭੂਮਿਕਾ ਨਿਭਾਉਂਦਾ ਹੈ।

ਸਪਰੇਅ ਪੰਪ, ਜਿਸਨੂੰ ਐਟੋਮਾਈਜ਼ਰ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਕਾਸਮੈਟਿਕ ਕੰਟੇਨਰਾਂ ਦਾ ਮੁੱਖ ਸਹਾਇਕ ਉਤਪਾਦ ਹੈ ਅਤੇ ਸਮੱਗਰੀ ਵੰਡਣ ਵਾਲਿਆਂ ਵਿੱਚੋਂ ਇੱਕ ਹੈ। ਇਹ ਬੋਤਲ ਵਿੱਚ ਤਰਲ ਨੂੰ ਦਬਾ ਕੇ ਸਪਰੇਅ ਕਰਨ ਲਈ ਵਾਯੂਮੰਡਲ ਸੰਤੁਲਨ ਦੇ ਸਿਧਾਂਤ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ। ਤੇਜ਼ ਰਫ਼ਤਾਰ ਵਾਲਾ ਵਗਦਾ ਤਰਲ ਨੋਜ਼ਲ ਦੇ ਨੇੜੇ ਗੈਸ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਵੀ ਚਲਾਏਗਾ, ਜਿਸ ਨਾਲ ਨੋਜ਼ਲ ਦੇ ਨੇੜੇ ਗੈਸ ਦੀ ਗਤੀ ਵਧੇਗੀ ਅਤੇ ਦਬਾਅ ਘਟੇਗਾ, ਜਿਸ ਨਾਲ ਇੱਕ ਸਥਾਨਕ ਨਕਾਰਾਤਮਕ ਦਬਾਅ ਖੇਤਰ ਬਣ ਜਾਵੇਗਾ। ਇਸ ਤਰ੍ਹਾਂ, ਆਲੇ ਦੁਆਲੇ ਦੀ ਹਵਾ ਨੂੰ ਤਰਲ ਵਿੱਚ ਮਿਲਾਇਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਇੱਕ ਗੈਸ-ਤਰਲ ਮਿਸ਼ਰਣ ਬਣਾਇਆ ਜਾ ਸਕੇ, ਜਿਸ ਨਾਲ ਤਰਲ ਇੱਕ ਐਟੋਮਾਈਜ਼ੇਸ਼ਨ ਪ੍ਰਭਾਵ ਪੈਦਾ ਕਰਦਾ ਹੈ।
ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ
1. ਮੋਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ

ਸਪਰੇਅ ਪੰਪ 'ਤੇ ਲੱਗੇ ਬੇਯੋਨੇਟ (ਅਰਧ-ਬੇਯੋਨੇਟ ਐਲੂਮੀਨੀਅਮ, ਫੁੱਲ-ਬੇਯੋਨੇਟ ਐਲੂਮੀਨੀਅਮ) ਅਤੇ ਪੇਚ ਸਾਰੇ ਪਲਾਸਟਿਕ ਦੇ ਹਨ, ਪਰ ਕੁਝ ਐਲੂਮੀਨੀਅਮ ਕਵਰ ਅਤੇ ਐਨੋਡਾਈਜ਼ਡ ਐਲੂਮੀਨੀਅਮ ਨਾਲ ਢੱਕੇ ਹੋਏ ਹਨ। ਸਪਰੇਅ ਪੰਪ ਦੇ ਜ਼ਿਆਦਾਤਰ ਅੰਦਰੂਨੀ ਹਿੱਸੇ ਪਲਾਸਟਿਕ ਸਮੱਗਰੀ ਜਿਵੇਂ ਕਿ PE, PP, LDPE, ਆਦਿ ਤੋਂ ਬਣੇ ਹੁੰਦੇ ਹਨ, ਅਤੇ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਦੁਆਰਾ ਢਾਲਿਆ ਜਾਂਦਾ ਹੈ। ਇਹਨਾਂ ਵਿੱਚੋਂ, ਕੱਚ ਦੇ ਮਣਕੇ, ਸਪ੍ਰਿੰਗਸ ਅਤੇ ਹੋਰ ਉਪਕਰਣ ਆਮ ਤੌਰ 'ਤੇ ਬਾਹਰੋਂ ਖਰੀਦੇ ਜਾਂਦੇ ਹਨ।
2. ਸਤਹ ਇਲਾਜ

ਸਪਰੇਅ ਪੰਪ ਦੇ ਮੁੱਖ ਹਿੱਸਿਆਂ ਨੂੰ ਵੈਕਿਊਮ ਪਲੇਟਿੰਗ, ਐਲੂਮੀਨੀਅਮ ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ, ਸਪਰੇਅ, ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਅਤੇ ਹੋਰ ਤਰੀਕਿਆਂ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
3. ਗ੍ਰਾਫਿਕਸ ਪ੍ਰੋਸੈਸਿੰਗ
ਸਪਰੇਅ ਪੰਪ ਦੀ ਨੋਜ਼ਲ ਸਤ੍ਹਾ ਅਤੇ ਬਰੇਸਾਂ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਗ੍ਰਾਫਿਕਸ ਨਾਲ ਪ੍ਰਿੰਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਗਰਮ ਸਟੈਂਪਿੰਗ, ਸਿਲਕ ਸਕ੍ਰੀਨ ਪ੍ਰਿੰਟਿੰਗ ਅਤੇ ਹੋਰ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਚਲਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਪਰ ਇਸਨੂੰ ਸਰਲ ਰੱਖਣ ਲਈ, ਇਸਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਨੋਜ਼ਲ 'ਤੇ ਪ੍ਰਿੰਟ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਉਤਪਾਦ ਬਣਤਰ
1. ਮੁੱਖ ਉਪਕਰਣ
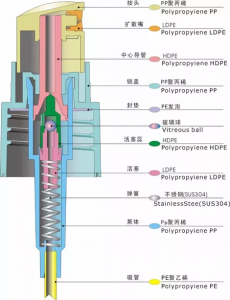
ਰਵਾਇਤੀ ਸਪਰੇਅ ਪੰਪ ਮੁੱਖ ਤੌਰ 'ਤੇ ਨੋਜ਼ਲ/ਹੈੱਡ, ਡਿਫਿਊਜ਼ਰ ਨੋਜ਼ਲ, ਸੈਂਟਰਲ ਕੰਡਿਊਟ, ਲਾਕ ਕੈਪਸ, ਗੈਸਕੇਟ, ਪਿਸਟਨ ਕੋਰ, ਪਿਸਟਨ, ਸਪ੍ਰਿੰਗਸ, ਪੰਪ ਬਾਡੀਜ਼, ਸਟ੍ਰਾਅ ਅਤੇ ਹੋਰ ਉਪਕਰਣਾਂ ਤੋਂ ਬਣੇ ਹੁੰਦੇ ਹਨ। ਪਿਸਟਨ ਇੱਕ ਖੁੱਲ੍ਹਾ ਪਿਸਟਨ ਹੈ, ਜੋ ਪਿਸਟਨ ਸੀਟ ਨਾਲ ਜੁੜਿਆ ਹੁੰਦਾ ਹੈ ਤਾਂ ਜੋ ਇਹ ਪ੍ਰਭਾਵ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾ ਸਕੇ ਕਿ ਜਦੋਂ ਕੰਪਰੈਸ਼ਨ ਰਾਡ ਉੱਪਰ ਵੱਲ ਵਧਦਾ ਹੈ, ਤਾਂ ਪੰਪ ਬਾਡੀ ਬਾਹਰ ਵੱਲ ਖੁੱਲ੍ਹੀ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਜਦੋਂ ਇਹ ਉੱਪਰ ਵੱਲ ਵਧਦਾ ਹੈ, ਤਾਂ ਸਟੂਡੀਓ ਬੰਦ ਹੋ ਜਾਂਦਾ ਹੈ। ਵੱਖ-ਵੱਖ ਪੰਪਾਂ ਦੀਆਂ ਢਾਂਚਾਗਤ ਡਿਜ਼ਾਈਨ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ, ਸੰਬੰਧਿਤ ਉਪਕਰਣ ਵੱਖਰੇ ਹੋਣਗੇ, ਪਰ ਸਿਧਾਂਤ ਅਤੇ ਅੰਤਮ ਟੀਚਾ ਇੱਕੋ ਹੈ, ਯਾਨੀ ਸਮੱਗਰੀ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਬਾਹਰ ਕੱਢਣਾ।
2. ਉਤਪਾਦ ਬਣਤਰ ਦਾ ਹਵਾਲਾ

3. ਪਾਣੀ ਦੇ ਨਿਕਾਸ ਦਾ ਸਿਧਾਂਤ
ਨਿਕਾਸ ਪ੍ਰਕਿਰਿਆ:
ਮੰਨ ਲਓ ਕਿ ਸ਼ੁਰੂਆਤੀ ਸਥਿਤੀ ਵਿੱਚ ਬੇਸ ਵਰਕਿੰਗ ਰੂਮ ਵਿੱਚ ਕੋਈ ਤਰਲ ਪਦਾਰਥ ਨਹੀਂ ਹੈ। ਪ੍ਰੈਸਿੰਗ ਹੈੱਡ ਨੂੰ ਦਬਾਓ, ਕੰਪਰੈਸ਼ਨ ਰਾਡ ਪਿਸਟਨ ਨੂੰ ਚਲਾਉਂਦਾ ਹੈ, ਪਿਸਟਨ ਪਿਸਟਨ ਸੀਟ ਨੂੰ ਹੇਠਾਂ ਧੱਕਦਾ ਹੈ, ਸਪਰਿੰਗ ਸੰਕੁਚਿਤ ਹੁੰਦੀ ਹੈ, ਵਰਕਿੰਗ ਰੂਮ ਵਿੱਚ ਵਾਲੀਅਮ ਸੰਕੁਚਿਤ ਹੁੰਦਾ ਹੈ, ਹਵਾ ਦਾ ਦਬਾਅ ਵਧਦਾ ਹੈ, ਅਤੇ ਵਾਟਰ ਸਟਾਪ ਵਾਲਵ ਪਾਣੀ ਪੰਪਿੰਗ ਪਾਈਪ ਦੇ ਉੱਪਰਲੇ ਪੋਰਟ ਨੂੰ ਸੀਲ ਕਰਦਾ ਹੈ। ਕਿਉਂਕਿ ਪਿਸਟਨ ਅਤੇ ਪਿਸਟਨ ਸੀਟ ਪੂਰੀ ਤਰ੍ਹਾਂ ਬੰਦ ਨਹੀਂ ਹੁੰਦੇ, ਗੈਸ ਪਿਸਟਨ ਅਤੇ ਪਿਸਟਨ ਸੀਟ ਵਿਚਕਾਰਲੇ ਪਾੜੇ ਨੂੰ ਨਿਚੋੜਦੀ ਹੈ, ਉਹਨਾਂ ਨੂੰ ਵੱਖ ਕਰਦੀ ਹੈ, ਅਤੇ ਗੈਸ ਬਾਹਰ ਨਿਕਲ ਜਾਂਦੀ ਹੈ।
ਪਾਣੀ ਸੋਖਣ ਦੀ ਪ੍ਰਕਿਰਿਆ:
ਥੱਕਣ ਤੋਂ ਬਾਅਦ, ਦਬਾਉਣ ਵਾਲਾ ਸਿਰ ਛੱਡ ਦਿਓ, ਕੰਪਰੈੱਸਡ ਸਪਰਿੰਗ ਛੱਡ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ, ਪਿਸਟਨ ਸੀਟ ਨੂੰ ਉੱਪਰ ਵੱਲ ਧੱਕਦੀ ਹੈ, ਪਿਸਟਨ ਸੀਟ ਅਤੇ ਪਿਸਟਨ ਵਿਚਕਾਰ ਪਾੜਾ ਬੰਦ ਹੋ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਪਿਸਟਨ ਅਤੇ ਕੰਪਰੈਸ਼ਨ ਰਾਡ ਨੂੰ ਇਕੱਠੇ ਉੱਪਰ ਵੱਲ ਧੱਕਿਆ ਜਾਂਦਾ ਹੈ। ਵਰਕਿੰਗ ਰੂਮ ਵਿੱਚ ਵਾਲੀਅਮ ਵਧਦਾ ਹੈ, ਹਵਾ ਦਾ ਦਬਾਅ ਘੱਟ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਇਹ ਇੱਕ ਵੈਕਿਊਮ ਦੇ ਨੇੜੇ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਜੋ ਵਾਟਰ ਸਟਾਪ ਵਾਲਵ ਕੰਟੇਨਰ ਵਿੱਚ ਤਰਲ ਸਤਹ ਦੇ ਉੱਪਰ ਹਵਾ ਦੇ ਦਬਾਅ ਨੂੰ ਖੋਲ੍ਹਦਾ ਹੈ ਤਾਂ ਜੋ ਤਰਲ ਨੂੰ ਪੰਪ ਬਾਡੀ ਵਿੱਚ ਦਬਾਇਆ ਜਾ ਸਕੇ, ਪਾਣੀ ਸੋਖਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਪੂਰਾ ਕੀਤਾ ਜਾ ਸਕੇ।
ਪਾਣੀ ਕੱਢਣ ਦੀ ਪ੍ਰਕਿਰਿਆ:
ਸਿਧਾਂਤ ਐਗਜ਼ਾਸਟ ਪ੍ਰਕਿਰਿਆ ਦੇ ਸਮਾਨ ਹੈ। ਫਰਕ ਇਹ ਹੈ ਕਿ ਇਸ ਸਮੇਂ, ਪੰਪ ਬਾਡੀ ਤਰਲ ਨਾਲ ਭਰੀ ਹੋਈ ਹੈ। ਜਦੋਂ ਪ੍ਰੈਸਿੰਗ ਹੈੱਡ ਨੂੰ ਦਬਾਇਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਇੱਕ ਪਾਸੇ, ਵਾਟਰ ਸਟਾਪ ਵਾਲਵ ਪਾਣੀ ਦੇ ਪਾਈਪ ਦੇ ਉੱਪਰਲੇ ਸਿਰੇ ਨੂੰ ਸੀਲ ਕਰ ਦਿੰਦਾ ਹੈ ਤਾਂ ਜੋ ਤਰਲ ਨੂੰ ਪਾਣੀ ਦੇ ਪਾਈਪ ਤੋਂ ਕੰਟੇਨਰ ਵਿੱਚ ਵਾਪਸ ਜਾਣ ਤੋਂ ਰੋਕਿਆ ਜਾ ਸਕੇ; ਦੂਜੇ ਪਾਸੇ, ਤਰਲ (ਅਸੰਕੁਚਿਤ ਤਰਲ) ਦੇ ਬਾਹਰ ਨਿਕਲਣ ਕਾਰਨ, ਤਰਲ ਪਿਸਟਨ ਅਤੇ ਪਿਸਟਨ ਸੀਟ ਵਿਚਕਾਰ ਪਾੜੇ ਨੂੰ ਤੋੜ ਦੇਵੇਗਾ ਅਤੇ ਕੰਪਰੈਸ਼ਨ ਟਿਊਬ ਵਿੱਚ ਵਹਿ ਜਾਵੇਗਾ। ਅਤੇ ਨੋਜ਼ਲ ਤੋਂ ਬਾਹਰ ਆ ਜਾਵੇਗਾ।
4. ਐਟੋਮਾਈਜ਼ੇਸ਼ਨ ਸਿਧਾਂਤ
ਕਿਉਂਕਿ ਨੋਜ਼ਲ ਦਾ ਮੂੰਹ ਬਹੁਤ ਛੋਟਾ ਹੁੰਦਾ ਹੈ, ਜੇਕਰ ਦਬਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨਿਰਵਿਘਨ ਹੁੰਦੀ ਹੈ (ਭਾਵ, ਕੰਪਰੈਸ਼ਨ ਟਿਊਬ ਵਿੱਚ ਇੱਕ ਨਿਸ਼ਚਿਤ ਪ੍ਰਵਾਹ ਦਰ ਹੁੰਦੀ ਹੈ), ਜਦੋਂ ਤਰਲ ਛੋਟੇ ਛੇਕ ਵਿੱਚੋਂ ਬਾਹਰ ਨਿਕਲਦਾ ਹੈ, ਤਾਂ ਤਰਲ ਪ੍ਰਵਾਹ ਦਰ ਬਹੁਤ ਵੱਡੀ ਹੁੰਦੀ ਹੈ, ਯਾਨੀ ਕਿ, ਇਸ ਸਮੇਂ ਹਵਾ ਵਿੱਚ ਤਰਲ ਦੇ ਮੁਕਾਬਲੇ ਇੱਕ ਵੱਡੀ ਪ੍ਰਵਾਹ ਦਰ ਹੁੰਦੀ ਹੈ, ਜੋ ਕਿ ਪਾਣੀ ਦੀਆਂ ਬੂੰਦਾਂ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਵਾਲੇ ਹਾਈ-ਸਪੀਡ ਏਅਰਫਲੋ ਦੀ ਸਮੱਸਿਆ ਦੇ ਬਰਾਬਰ ਹੈ। ਇਸ ਲਈ, ਬਾਅਦ ਦਾ ਐਟੋਮਾਈਜ਼ੇਸ਼ਨ ਸਿਧਾਂਤ ਵਿਸ਼ਲੇਸ਼ਣ ਬਿਲਕੁਲ ਬਾਲ ਪ੍ਰੈਸ਼ਰ ਨੋਜ਼ਲ ਦੇ ਸਮਾਨ ਹੈ। ਹਵਾ ਵੱਡੀਆਂ ਪਾਣੀ ਦੀਆਂ ਬੂੰਦਾਂ ਨੂੰ ਛੋਟੇ ਪਾਣੀ ਦੀਆਂ ਬੂੰਦਾਂ ਵਿੱਚ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ, ਅਤੇ ਪਾਣੀ ਦੀਆਂ ਬੂੰਦਾਂ ਨੂੰ ਕਦਮ ਦਰ ਕਦਮ ਸੁਧਾਰਿਆ ਜਾਂਦਾ ਹੈ। ਉਸੇ ਸਮੇਂ, ਹਾਈ-ਸਪੀਡ ਵਹਿਣ ਵਾਲਾ ਤਰਲ ਨੋਜ਼ਲ ਦੇ ਮੂੰਹ ਦੇ ਨੇੜੇ ਗੈਸ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਵੀ ਚਲਾਏਗਾ, ਤਾਂ ਜੋ ਨੋਜ਼ਲ ਦੇ ਮੂੰਹ ਦੇ ਨੇੜੇ ਗੈਸ ਦੀ ਗਤੀ ਵੱਡੀ ਹੋ ਜਾਵੇ ਅਤੇ ਦਬਾਅ ਛੋਟਾ ਹੋ ਜਾਵੇ, ਇੱਕ ਸਥਾਨਕ ਨਕਾਰਾਤਮਕ ਦਬਾਅ ਖੇਤਰ ਬਣ ਜਾਵੇ। ਨਤੀਜੇ ਵਜੋਂ, ਆਲੇ ਦੁਆਲੇ ਦੀ ਹਵਾ ਨੂੰ ਤਰਲ ਵਿੱਚ ਮਿਲਾਇਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਇੱਕ ਗੈਸ-ਤਰਲ ਮਿਸ਼ਰਣ ਬਣਾਇਆ ਜਾ ਸਕੇ, ਤਾਂ ਜੋ ਤਰਲ ਇੱਕ ਐਟੋਮਾਈਜ਼ੇਸ਼ਨ ਪ੍ਰਭਾਵ ਪੈਦਾ ਕਰੇ।
ਕਾਸਮੈਟਿਕ ਐਪਲੀਕੇਸ਼ਨ
ਸਪਰੇਅ ਪੰਪ ਉਤਪਾਦਾਂ ਦੀ ਵਰਤੋਂ ਕਾਸਮੈਟਿਕ ਉਤਪਾਦਾਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਪਰਫਿਊਮ, ਜੈੱਲ ਵਾਟਰ, ਏਅਰ ਫ੍ਰੈਸਨਰ ਅਤੇ ਹੋਰ ਪਾਣੀ-ਅਧਾਰਿਤ ਅਤੇ ਐਸੇਂਸ ਉਤਪਾਦਾਂ ਵਿੱਚ।
ਖਰੀਦਦਾਰੀ ਸੰਬੰਧੀ ਸਾਵਧਾਨੀਆਂ
1. ਡਿਸਪੈਂਸਰਾਂ ਨੂੰ ਦੋ ਕਿਸਮਾਂ ਵਿੱਚ ਵੰਡਿਆ ਗਿਆ ਹੈ: ਟਾਈ-ਮਾਊਥ ਕਿਸਮ ਅਤੇ ਪੇਚ-ਮਾਊਥ ਕਿਸਮ।
2. ਪੰਪ ਹੈੱਡ ਦਾ ਆਕਾਰ ਮੇਲ ਖਾਂਦੀ ਬੋਤਲ ਬਾਡੀ ਦੇ ਕੈਲੀਬਰ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਸਪਰੇਅ ਸਪੈਸੀਫਿਕੇਸ਼ਨ 12.5mm-24mm ਹੈ, ਅਤੇ ਪਾਣੀ ਦੀ ਆਉਟਪੁੱਟ 0.1ml/ਟਾਈਮ-0.2ml/ਟਾਈਮ ਹੈ। ਇਹ ਆਮ ਤੌਰ 'ਤੇ ਪਰਫਿਊਮ, ਜੈੱਲ ਪਾਣੀ ਅਤੇ ਹੋਰ ਉਤਪਾਦਾਂ ਦੀ ਪੈਕਿੰਗ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਇੱਕੋ ਕੈਲੀਬਰ ਵਾਲੇ ਪਾਈਪ ਦੀ ਲੰਬਾਈ ਬੋਤਲ ਬਾਡੀ ਦੀ ਉਚਾਈ ਦੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
3. ਨੋਜ਼ਲ ਮੀਟਰਿੰਗ ਦਾ ਤਰੀਕਾ, ਇੱਕ ਸਮੇਂ ਨੋਜ਼ਲ ਦੁਆਰਾ ਛਿੜਕਾਅ ਕੀਤੇ ਗਏ ਤਰਲ ਦੀ ਖੁਰਾਕ, ਦੇ ਦੋ ਤਰੀਕੇ ਹਨ: ਛਿੱਲਣ ਮਾਪਣ ਦਾ ਤਰੀਕਾ ਅਤੇ ਸੰਪੂਰਨ ਮੁੱਲ ਮਾਪਣ ਦਾ ਤਰੀਕਾ। ਗਲਤੀ 0.02 ਗ੍ਰਾਮ ਦੇ ਅੰਦਰ ਹੈ। ਮਾਪ ਨੂੰ ਵੱਖਰਾ ਕਰਨ ਲਈ ਪੰਪ ਬਾਡੀ ਦਾ ਆਕਾਰ ਵੀ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
4. ਬਹੁਤ ਸਾਰੇ ਸਪਰੇਅ ਪੰਪ ਮੋਲਡ ਹਨ ਅਤੇ ਕੀਮਤ ਜ਼ਿਆਦਾ ਹੈ।
ਉਤਪਾਦ ਡਿਸਪਲੇਅ


ਪੋਸਟ ਸਮਾਂ: ਮਾਰਚ-14-2025